![]()
-
ニュース
ニュース
アタゴの最新ニュースや新製品、展示会の情報を掲載しています
- 製品検索
-
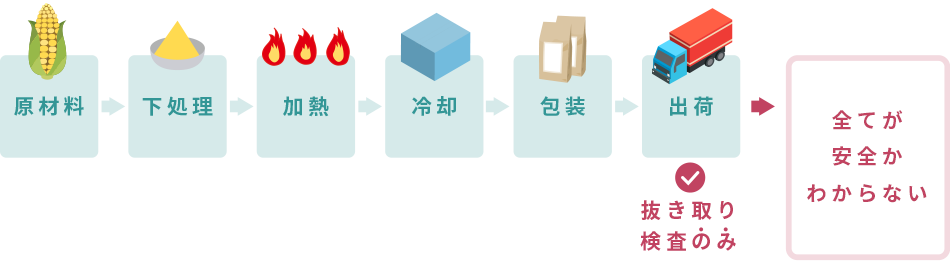
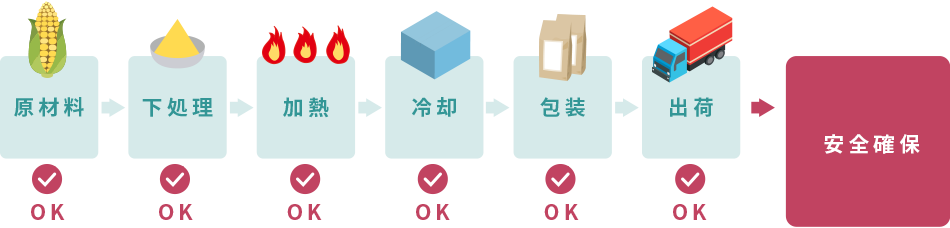
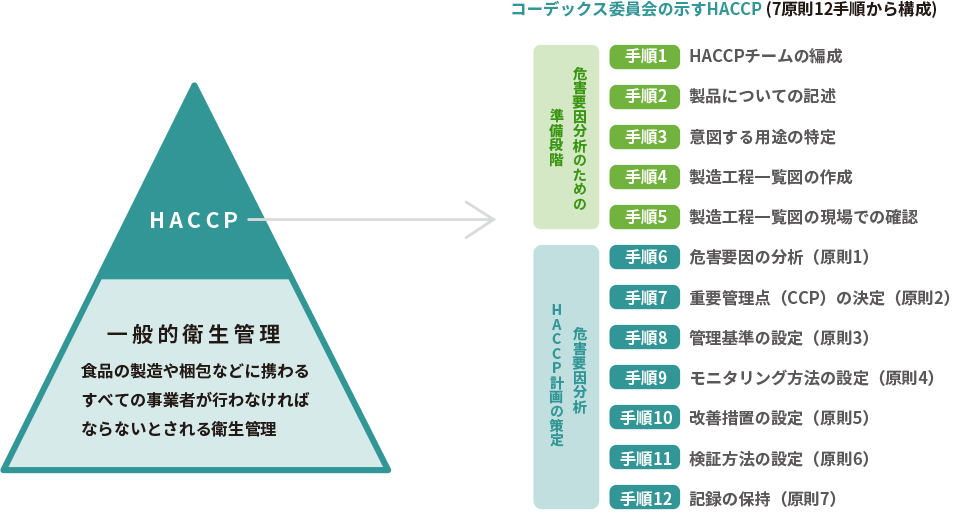
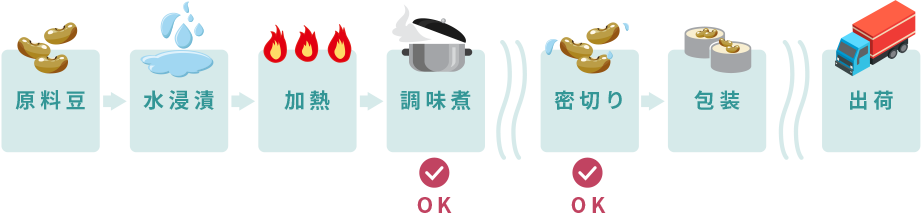
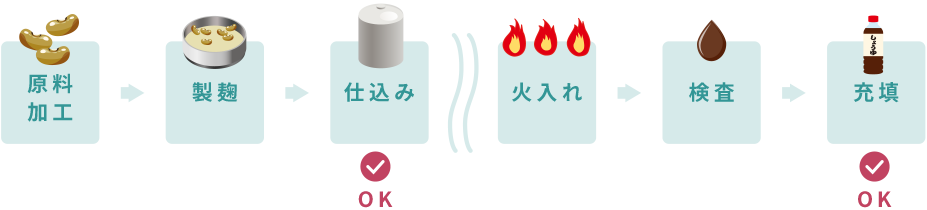
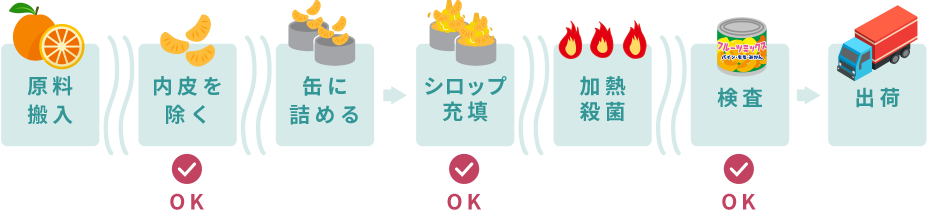
HACCP
HACCP
2021年6月のHACCP義務化に向けて、食品事業者の皆様にHACCP管理に対応した製品をご用意しました
-
お問い合せ
お問い合せ
製品に関する資料やお問い合せは下記よりご連絡ください
-
-
アタゴラボ
アタゴラボ
「実際に目で見て確かめたい、測定してみたい」というお客様の声にお応えし、本社近くにATAGO LABを開設しました
-
会社情報
会社情報
アタゴは屈折計をはじめとした計測器を製造販売しています
- 取説DL
-
Global

اللغة العربية

বাংলা

Português

Deutsch

English

Español

Français

हिन्दी

Italiano

日本語

Казақ
한국어

Nigeria

Pусский

ไทย

Tiếng Việt

简体/中文

繁体/中文